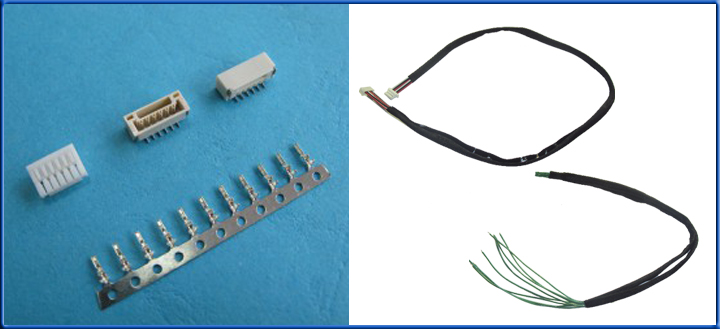
連接器種類繁多,但加工過程是基本一致的,一般可分為下面四個階段:
一、 沖壓。連接器加工過程一般從沖壓插針開始。通過大型高速沖壓機(jī),連接器(插針)由薄金屬帶沖壓而成。大卷的金屬帶一端送入沖壓機(jī)前端,另一端穿過沖壓機(jī)液壓工作臺纏入卷帶輪,由卷帶輪拉出金屬帶并卷好沖壓出成品。
二、電鍍。連接器插針沖壓完成后即應(yīng)送去電鍍工段。在此階段,連接器的電子接觸表面將鍍上各種金屬涂層。與沖壓階段相似的一類問題,如插針的扭曲、碎裂或變形,也同樣會在沖壓好的插針?biāo)腿腚婂冊O(shè)備的過程中出現(xiàn)。通過本文所闡述的技術(shù),這類質(zhì)量缺陷是很容易被檢測出來的。
然而對于多數(shù)機(jī)器視覺系統(tǒng)供應(yīng)商而言,電鍍過程中所出現(xiàn)的許多質(zhì)量缺陷還屬于檢測系統(tǒng)的"禁區(qū)"。連接器加工商希望檢測系統(tǒng)能夠檢測到連接器插針電鍍表面上各種不一致的缺陷如細(xì)小劃痕和針孔。盡管這些缺陷對于其它產(chǎn)品(如鋁制罐頭底蓋或其它相對平坦的表面)是很容易被識別出來的;但由于大多數(shù)連接器不規(guī)則和含角度的表面設(shè)計,視覺檢測系統(tǒng)很難得到足以識別出這些細(xì)微缺陷所需的圖像。
三、 注塑。連接器加工的塑料盒座在注塑階段制成。通常的工藝是將熔化的塑料注入金屬胎膜中,然后快速冷卻成形。當(dāng)熔化塑料未能完全注滿胎膜時出現(xiàn)所謂 "漏" (Short Shots), 這是注塑階段需要檢測的一種典型缺陷。 另一些缺陷包括接插孔的填滿或部分堵塞(這些接插孔必須保持清潔暢通以便在最后組裝時與插針正確接插)。由于使用背光能很方便地識別出盒座漏缺和接插孔堵塞,所以用于注塑完成后質(zhì)量檢測的機(jī)器視覺系統(tǒng)相對簡單易行。
四、 組裝。連接器加工的最后階段是成品組裝。將電鍍好的插針與注塑盒座接插的方式有兩種:單獨對插或組合對插。單獨對插是指每次接插一個插針;組合對插則一次將多個插針同時與盒座接插。不論采取哪種接插方式,加工商都要求在組裝階段檢測所有的插針是否有缺漏和定位正確;另外一類常規(guī)性的檢測任務(wù)則與連接器配合面上間距的測量有關(guān)。
和沖壓階段一樣,連接器的組裝也對自動檢測系統(tǒng)提出了在檢測速度上的挑戰(zhàn)。盡管大多數(shù)組裝線節(jié)拍為每秒一到兩件,但對于每個通過攝像頭的連接器,視覺系統(tǒng)通常都需完成多個不同的檢測項目。因而檢測速度再次成為一個重要的系統(tǒng)性能指標(biāo)。
本文來自:東莞市雷諾電子有限公司 網(wǎng)址:www.www.mc-9.com